| 加工方法 | 旋盤加工、マシニング加工、研削・研磨 |
|---|---|
| サイズ | φ380x111 |
| 材質 | S45C |
| 精度 | -0.060~-0.090 |
| 用途 | 産業用設備 |
| 要素技術 | 横穴加工 |
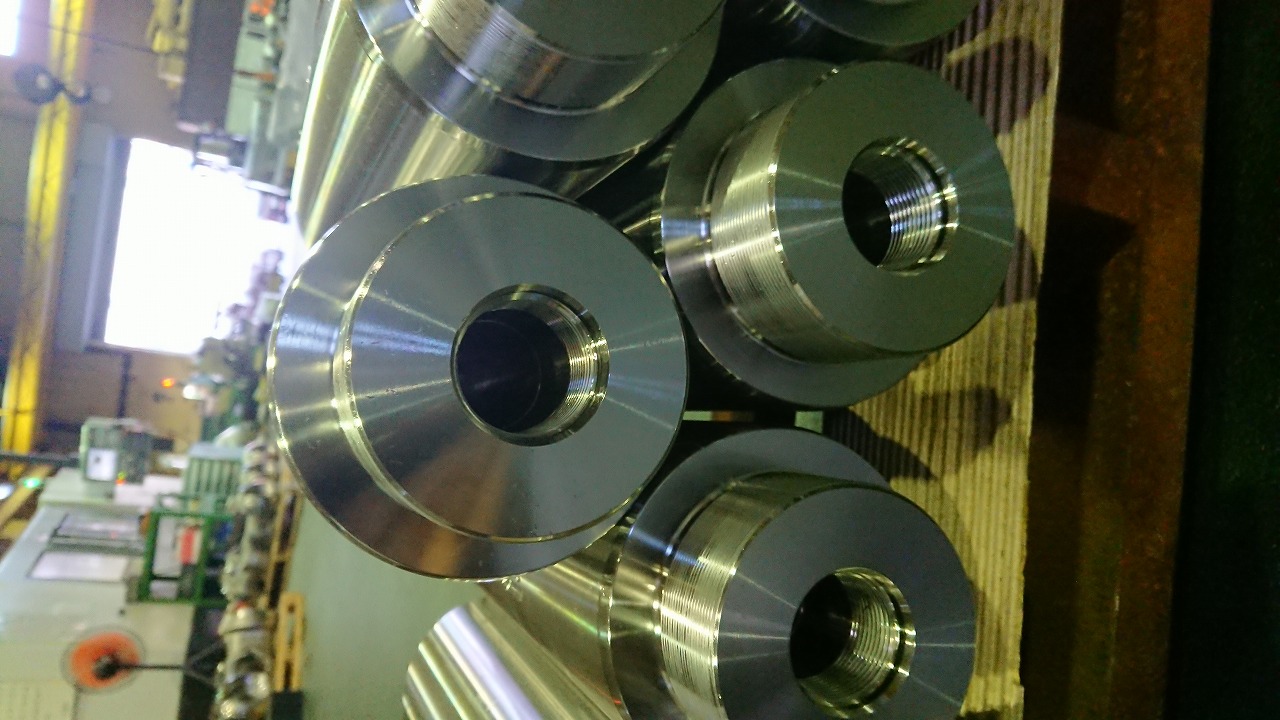
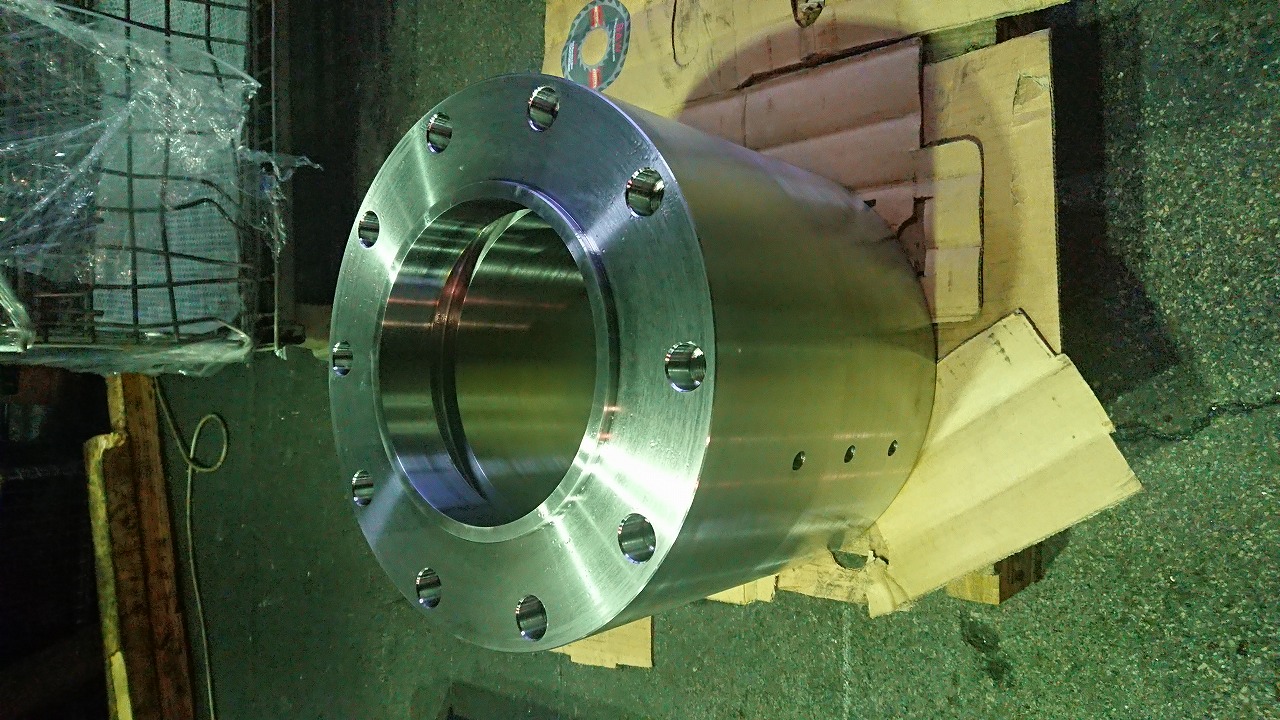
特徴
本製品は産業用設備に使用されるフランジのハブです。丸材より削り出しにて加工いたしました。内径にφ200貫通穴があるため加工時間長く、端面の10-M22、側方のキリ穴、逆端面のタップ、内径のキー溝の位置に位相があるため、心出しに注意して加工あるため、工夫が必要でした。
製品事例
WORK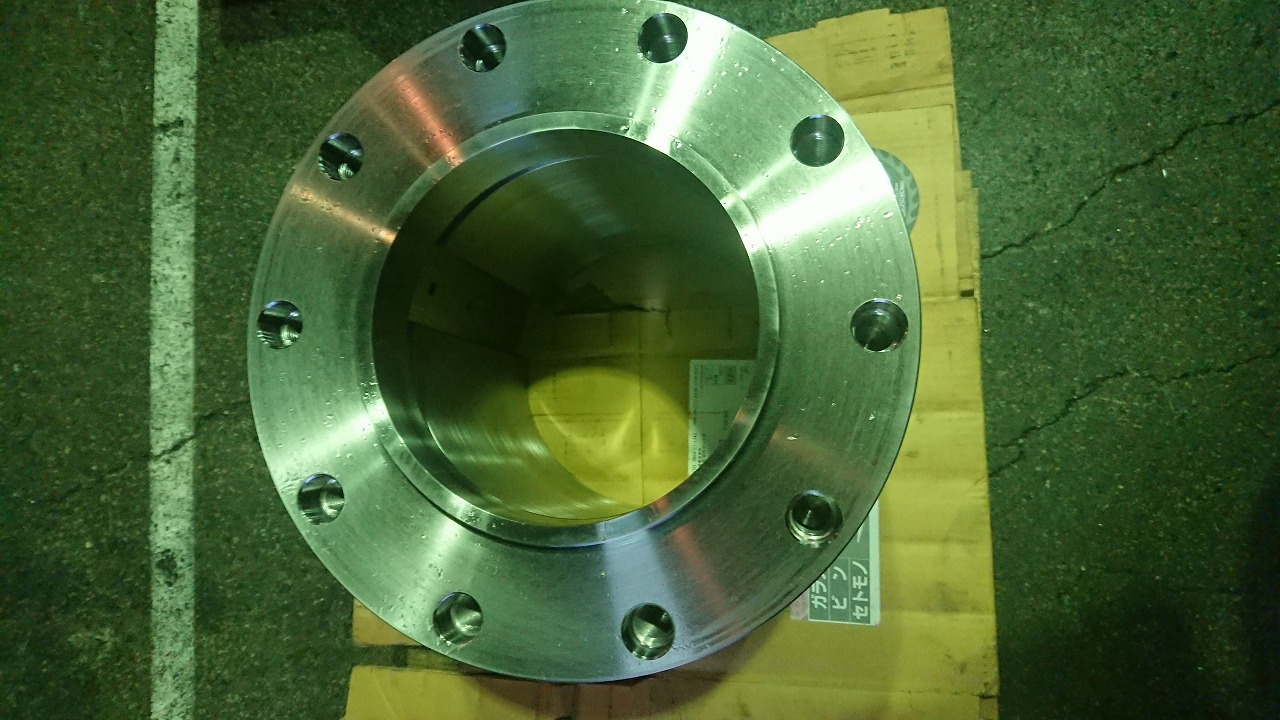
| 加工方法 | 旋盤加工、マシニング加工、研削・研磨 |
|---|---|
| サイズ | φ380x111 |
| 材質 | S45C |
| 精度 | -0.060~-0.090 |
| 用途 | 産業用設備 |
| 要素技術 | 横穴加工 |
本製品は産業用設備に使用されるフランジのハブです。丸材より削り出しにて加工いたしました。内径にφ200貫通穴があるため加工時間長く、端面の10-M22、側方のキリ穴、逆端面のタップ、内径のキー溝の位置に位相があるため、心出しに注意して加工あるため、工夫が必要でした。